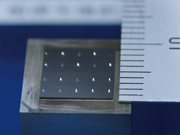
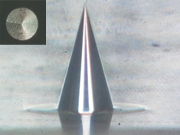
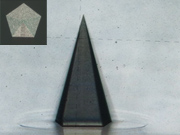
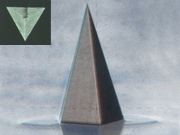
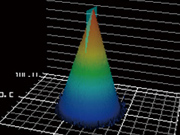
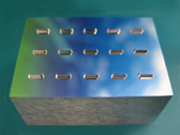
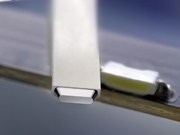
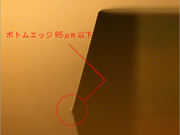
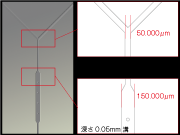
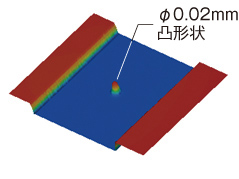
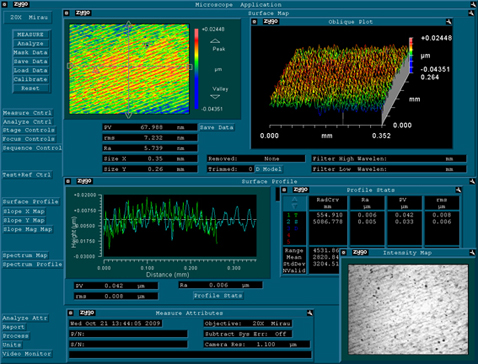
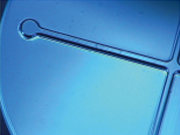
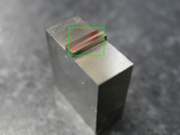
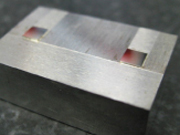
切削鏡面加工 超微細加工 HOME 切削鏡面加工 対応可能な加工素材 STAVAX HPM-31 SKD-11相当 超微粒子超硬 超硬材 ※上記以外の素材の加工も承っておりますので、是非ご相談ください。 鏡面Sodick鏡面UP 加工長1.9km 工具先端摩擦4μm!! φ0.2mmPCDスクエアエンドミルを使用してSTAVAX材へ文字加工を施しました。 文字深さ1.5μmと小さなものでも、工具の摩耗量を抑え、かつ深さを高精度に制御できることにより、文字の加工が可能となります。 加工内容 ■ワーク :100×100㎜ STAVAX(HRC50) ■機 械 :AZ150 回転数120,000min-¹ ■加工条件 全体平面フィード600㎜/min 切込 ap1.5μm ae30μm 文字部分フィード200㎜/min 切込 0μm ae15μm ■加工時間:71時間 ■使用工具:φ0.2mmPCDスクエアエンドミル 超硬錐先端針加工超硬錐先端針加工データ03超硬錐先端針加工データ04超硬錐先端針加工データ05超硬錐先端針加工データ01超硬錐先端針加工データ02 超硬錐先端針加工 0.5㎜高さの円錐、3角錐、5角錐をランダム配置した加工を施しました。 加工内容 ■ワーク :超硬材 ■円錐先端:R0.4μm以下 ■使用工具:φ0.5mmPCDスクエアエンドミル LEDサイドビュー駒01LEDサイドビュー駒02LEDサイドビュー駒03LEDサイドビュー駒04 LED用金型コアパーツ 加工内容 ■ワーク :STAVAX(HRC50) ■面粗さ :Ra18nm Rz138nm ■使用工具:φ0.3mmPCDスクエアエンドミル マイクロ流路01マイクロ流路図マイクロ流路CG凸 凹型マイクロ流路金型 加工内容 ■ワーク :超硬材 ■溝底面粗さ:Ra6nm Rz44nm ■使用工具 :φ0.3mmPCDスクエアエンドミル 鉄系焼入材直彫り加工01鉄系焼入材直彫り加工02鉄系焼入材直彫り加工03 鉄系焼入材直彫り加工 120000min-1の高速回転にて鉄系材をPCDスクエアエンドミルで切削加工しました。凸部分は、テーパー形状とストレート形状でどちらの側面部分も鏡面になっており、工具振れ、工具磨耗を最小限に抑え安定した面粗さは、手磨きでは実現不可能な領域となっています。 加工内容 ■ワーク :HPM-31(HRC58) ■機 械 :AZ150 回転数120,000min-¹ ■凸幅 :0.10㎜ ■凸高さ :0.30㎜ ■面粗さ :Ra6nm ■使用工具:φ0.2mmPCDスクエアエンドミル 超微粒子超硬凸形状残加工01超微粒子超硬凸形状残加工02鉄系焼入材直彫り加工03 超微粒子超硬凸形状残加工 メディカルデバイス用流路の成形部を超硬材料に加工しました。X-Y軸のカウンター軸が、駆動するY軸と逆位相で駆動し、高加速度駆動において指令に対して高追従する高精度・高効率加工を実現、安定したテーブル移動が平面加工時の面粗さに出ています。また、加工しにくい材料への加工が可能になり良好な面粗さが実現できました。 加工内容 ■ワーク :超微粒子超硬 ■機 械 :AZ150 回転数120,000min-¹ ■凸幅 :0.10㎜ ■凸高さ :0.15㎜ ■使用工具:φ0.2mmPCDスクエアエンドミル 山形状加工01山形状加工02 山形状加工(STAVAX) 120000min-1の高速回転にて鉄系材の加工でCBN工具を使用して切削加工を施しまた。 凸は先端シャープな山形状で、側面部分も鏡面になっています。工具振れが少ないことから、工具磨耗を最小限に抑え、手磨きは実現できない安定した面粗さが実現できています。 加工内容 ■ワーク :STAVAX(HRC54) ■機 械 :AZ150 回転数120,000min-¹ ■凸形状 :0.2山形状(コーナーR0.05) ■平面面粗さ :Ra11nm ■山側面面粗さ:Ra20nm ■使用工具 :CBN工具 平面加工01平面加工02 平面加工(SDK-11相当品) 焼入鋼(HRC58)にCBN工具を使用し、表面粗さをナノレベルで鏡面加工を施しました。 焼入材の鏡面加工はカッターマークが出やすく、見た目上鏡面になりにくくなっていますが、加工方法と条件次第ではミーリング加工で鏡面加工が可能です。ZYGO(非接触表面形状測定機)で測定した結果Rz52~62nm Ra8~14nmの良好な面が得られました。 加工内容 ■ワーク :SKD-11相当(HRC58) ■機 械:AZ150 回転数120,000min-¹ ■使用工具:CBN工具ラジアスφ0.5 ■面粗さ :Ra8-14nm Rz52-62nm 超硬文字加工01超硬文字加工02超硬文字加工03 超硬文字加工 自社製作のPCDスクエアエンドミルを使用し、超硬材に文字を加工しました。肉眼では、文字部分が光って見えます。 加工内容 ■ワーク :超微粒子超硬 ■機 械:MC430L ■文字深さ:0.035㎜ ■文字幅 :0.10㎜ ■使用工具:φ0.1mmPCDスクエアエンドミル 受託加工に関するお問い合わせ 加工例 超精密加工 トップページへ